Hot Rolling is usually used to produce the standard section. In this process, the molten steel is poured in to continuous casting systems where it is passed through a series of rollers which squeeze it to the desired shape before if solidifies completely.
Hot Rolling is usually used to produce the standard section. In this process, the molten steel is poured in to continuous casting systems where it is passed through a series of rollers which squeeze it to the desired shape before if solidifies completely. It is subsequently cut in to desired standard lengths. Cross section and size of the members are governed by optimum use of material, functional requirement etc. Usually sections with larger modulus of section compared to cross sectional area are preferred. IS Handbook 1 published by BIS provides the dimensions, weights and other sectional properties of various standard sections. Some of the sections as detailed by Figure 2 of IS 800:2007 is reproduced here in Figure 4.

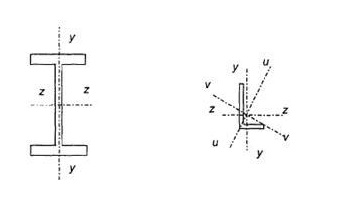
Conventions for member axes
Unless otherwise specified, x-x axis is considered along the length of the member; y-y axis of the cross section is the axis perpendicular to the flanges in general and the axis perpendicular to the smaller leg in the case of angles; z-z axis of the cross section is the axis parallel to the flanges in general and the axis parallel to the smaller leg in the case of angles; u-u axis is the major axis of the section and v-v axis is the minor axis of the section. This is schematically represented in Figure 5.