The primary aim of a mix design method is to obtain proportions of concrete ingredients that can be used for a first trial batch to produce a certain concrete for a particular strength, long term qualities and performance. A mix design provides a starting mix proportions that will have to be more or less modified to meet the desired concrete characteristics. High-performance concrete (HPC) does not necessarily require high strength but the mix proportioning should be such that permeability is as low as possible for the particular use. Mix design of high performance concrete is different from that of usual concrete because water-binder ratio is very low and it may contain mineral admixtures which change the properties of fresh and hardened concrete1. Moreover, slump or compaction factor can be adjusted using high range water reducing admixture (HRWRA) without altering water content.
HPC requires dense, void free mass with full contact with reinforcing bars. Workability has to be compatible with these fundamental needs to achieve high performance concrete. To do so, mix should be such it is easy to vibrate and it is fluid enough to pass through congested reinforcement. HPC possesses three characteristics: high strength, high durability and high workability2. A minimum slump of 100 mm is therefore preferred3. Durability is related to low permeability. High strength and low permeability are linked to one another because high strength requires low volume of pores, although these two are not necessarily related. Thus, remaining two characteristics that need careful control and monitoring at the production stage are high strength and high workability.
The single-point workability tests nowadays are considered as incapable of providing an adequate characterization of workability of today’s much more advanced concrete mixtures4,5. Researchers treat fresh concrete as fluid and use fluid rheology methods to describe concrete behavior6-8. Concrete as a fluid is most often assumed to behave like a Bingham fluid with good accuracy4,5. In Bingham model, flow is defined by two parameters: yield stress and plastic viscosity. Yield stress and plastic viscosity are considered to be fundamental parameters of fresh concrete rheology. In existing mix design methods, there is no provision to have an idea of estimating rheological parameters like yield stress and plastic viscosity.
Mix design of HPC is complicated by the fact aggregate strength or the strength of the cement-aggregate bond, are often the strength controlling factors and the role of water-cement ratio is less clear. The water-cement ratio is a poor predictor of compressive strength in high strength concrete9.
There are methods of mix design of HPC such as method proposed by Aitcin1, Mehta and Aitcin2, Indian Standards mix design method10 among other methods. Most commonly, purely empirical procedures based on trial mixes are used. According to Canadian Portland Cement Association, the trial mix approach is the best for selecting proportions for HPC9. In this paper, a new method of mix design procedure has been discussed for design of high strength HPC. The method uses the relationship between design parameters and rheological properties. The designer is able to estimate fresh concrete rheological properties at the design stage in addition to mix proportions for target strength.
2. Materials
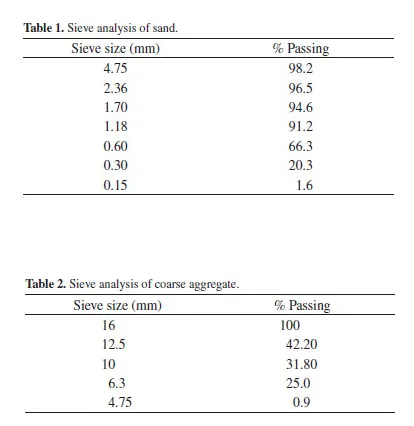
The cement used throughout the experiment was Ordinary Portland Cement (OPC). The 28 day compressive strength and specific gravity of cement were 50.2 N.mm–2 and 3.10 respectively determined as per IS: 12269-198711. Locally available alluvial sand (medium; specific gravity = 2.6) inside the laboratory was used throughout the experimental investigation unless otherwise mentioned. Particle size distribution of aggregates is presented in Table 1 and 2. Crushed stone aggregates (specific gravity = 2.6) of nominal maximum size 16 mm were used as coarse aggregate. The physical properties of aggregates were determined as per IS: 2386-199712. Ordinary tap water was used for all the mixes to prepare fresh concrete. Poly‑Carboxylic Polymer (PC) with set retarding effect was used as high range water reducing admixtures (HRWRA).
3. Mixing
Concrete was mixed in a tilting mixer (laboratory type). The following mixing sequence was adopted:
- Mix coarse aggregate, fine aggregate cement for 2 minutes;
- Add water during mixing and mix for two minutes more;
- Stop mixing for one minute;
- Add HRWRA to the mix and mix for 3 minutes;
- Pour the concrete mix.
4. Experimental Program
A large number of high-performance concrete mixtures were prepared in the laboratory for the present study. Rheological tests were carried out to investigate the effect of percentage sand, sand zones such as coarse, medium and fine, nominal size of coarse aggregate and aggregate volume-paste volume ratio. For the determination of rheological parameters, average of three readings was taken.
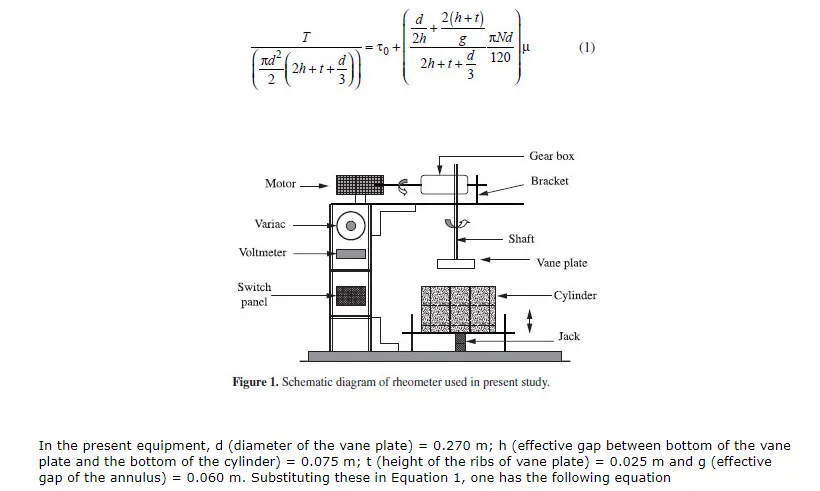
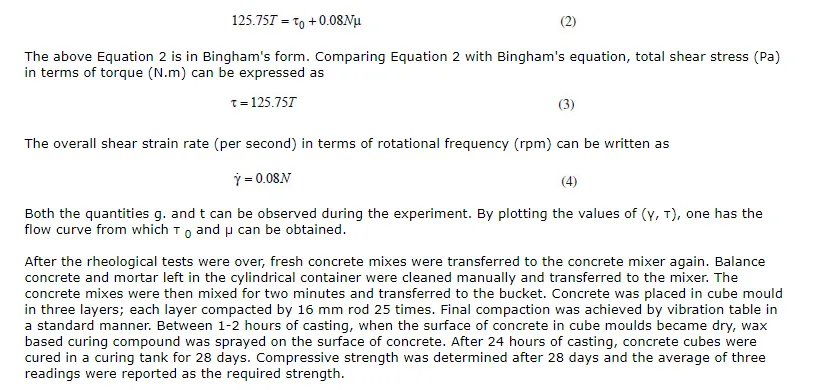
Rheological tests were performed with a rheometer fabricated in the laboratory (Figure 1). It consists of a 150 mm diameter flat circular vane plate driven by a motor through a gearbox. Vane plate is mounted coaxially with a cylindrical container (effective diameter = 270 mm) with sleeve and bearing arrangement to ensure accurate alignment. The cylindrical container is provided with vertical ribs of 20 mm projection at a pitch of 60 mm along the circumference. Ribs are also welded at the bottom of the cylinder. The effective gap between the bottom and the shearing surface is 75 mm. The effective concrete height above the vane plate is also 75 mm. The no-slip condition at top of the cylinder is achieved by providing 20 mm high mesh of blades. The blade mesh can be detached as and when necessary. The torque of the motor and hence the vane plate is controlled by varying input voltage with a 10 ampere AC variac. The number of revolution of the vane plate is measured with a non-contact infrared digital tachometer, by focusing at the retro-reflective tape glued to the spindle. The spindle has a pulley welded to it that is used for calibration purpose only. The torque provided by the rheometer was calibrated in terms of input AC voltage by rotor blocking method. A spring balance anchored to a fixed object is fitted to the pulley of the spindle. When the motor is switched on, the spring balance blocks its rotor and the spring balance reading is noted. This arrangement gives the braking torques at different voltages. In the present study, concrete was sheared at each step for 30 seconds. Stepwise increasing shear stress sequence followed by a decreasing shear stress was used and the down curve was taken to draw the flow curve. Calibration of torque was validated by testing a magneto-rheological fluid (MRF 132DG) and comparing the data with measurement made by RS1 rheometer. The MR Fluid (magneto-rheological fluid) is a suspension of micron sized magnetizable particles in a carrier fluid (density = 2980-3180 kg/cu.m; solid content by weight = 80.98%; operating temperature = –40 to +130 ºC). The fluid can be used in a shear mode. It responds to an applied magnetic field with a change in rheological behavior. This property enables MR fluid to find its use in various control devices such as brakes and clutches, dampers, shock absorbers etc. In many engineering applications, Bingham model can be effectively used to describe essential fluid properties. It was observed that both the readings agreed reasonably well. The detail of the set up was presented elsewhere13. The expression for the total torque in the present rheometer is given by


Comments are closed